



What is an SLS 3D Printer?
An SLS (Selective Laser Sintering) 3D printer is a tool that creates rapid prototypes through polymers. 3D Printing is an additive manufacturing process, which is the complete opposite of a subtractive process. While subtractive manufacturing processes like laser cutting and metal bending take away from metal to create parts, additive manufacturing builds parts from a 2D model. Unlike SLA 3D printing, which use resin to create 3D objects, SLS 3D Printer uses polymer and metal in the form of powder.
Originally known as rapid prototyping, 3D printing is the process of building 3D solid objects from a digital file. G-code is the most common file format. This file contains coordinates to guide the printer’s movements to print the material. These coordinates guide the printer’s movements, both horizontally and vertically, through the x, y, and z axes. 3D printer resolution separates into two different segments: Z resolution (vertical) and XY resolution (horizontal).
XY resolution is a combination of the laser’s spot size and the increments by which the laser beam can be controlled. Selective laser sintering uses a high power laser to sinter small particles of polymer powder into a solid structure based on a 3D model. The laser is much more powerful, between 50 to 200 microns.
That is just the beginning process of creating a 3 dimensional object through SLS. There is so much more to the rapid prototyping process.
How the SLS 3D Printer Works
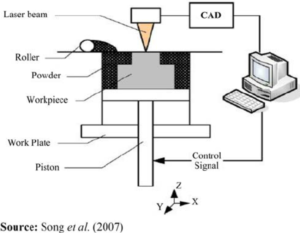
The SLS 3D printer acts much differently than other 3D printers. Unlike SLA printers that dip the product upside down into the thermoset resin, SLS 3D printers use a roller to continuously deposit powder onto new layers of the 3D object. The printer uses a laser to sinter the material together. This light source uses G-Code from the 3D file to coordinate the exact position to fuse the material one layer at a time.
Since it uses SLS to build layers, it is the quickest of the 3D printers. It takes a period of hours or days to turn 2D prints of a 3D CAD drawing into a three dimensional object. The 3D printer must disperse a thin layer of powder over the build chamber in order to create all the necessary details for layering. SLS 3D printer have the highest resolution and accuracy, the sharpest details, and the smoothest surface finishes of all 3D printing technologies. Unlike thermosets, thermoplastics do not permanently mold after heating.
A benefit of SLS 3D printing is that the machinist can control the temperature of the laser. The printer preheats the powder to a temperature somewhat below the melting point of the raw material, which makes it easier for the laser to raise the temperature of specific regions of the powder bed as it traces the model to solidify a part from above. This means that the laser scans a cross-section of the 3D model, heating the powder to just below or right at the melting point of the material.
SLS Material Difference
This fuses the particles together mechanically to create one solid part. The unfused powder supports the part during printing and eliminates the need for dedicated support structures. Then the platform lowers by one layer into the build chamber, typically between 50 to 200 microns, and the process repeats for each layer until parts are complete.
SLS use both the polymers and metals in the form of powder. According to ScienceDirect, Selective Laser Sintering is a type of Powder Bed Fusion (PBF) wherein a bed of powder polymer, resin or metal is targeted partially (sintering) or fully (melting) by a high-power directional heating source such as laser that result to a solidified layer of fused powder.
This means that unlike FDM and SLA 3D printing, SLS 3D printing can use metal in powder form. By adding metal into the mix, SLS 3D printing is more well-versed in creating material. The high power laser sinters small particles of metal and polymer into a solid structure based on a 3D model.
Post-Processing
Once the object completely prints, it must go through a post-processing. Processes can vary depending on the project. The SLS 3D printer requires much less than SLA printers. As the unfused powder supports the part during printing, there’s no need for dedicated support structures. This makes SLS ideal for complex geometries, including interior features, undercuts, thin walls, and negative features.
The machinist should remove, separate, and clean excess powder on the finished parts from the build chamber. Then they can use media blasting and media tumbling to further post-process the parts.
Parts that go through post-processing need to wait for the chamber to cool down. If it takes 24 hours to create a part, expect the chamber to wait 10 hours before removing from chamber. Once removal of object is complete, the machinist must collect excess powder for future projects via the media blaster, a vacuum-based recovery unit.
Vibratory polishing, also known as media tumbling, smooths the surface of SLS 3D printed parts by placing them in a vibratory tumbler. This extra step produces a satin-like surface finish, that allows parts to achieve smoothness that are typically impossible with media blasting alone. The result of media tumbling is a smoothness that gets rid of the rough exterior of the sintered nylon parts. Parts that use vibratory polishing are more scratch and dirt resistant than those that are not.
SLS 3D Printer Powders
The SLS 3D printer can use many different powders to create the 3D object. These are the different types of material in the powder.
- PA 12 (Nylon 12)
- PA 11 (Nylon 11)
- PA 6 (Nylon 6)
- PA+CF (Carbon Fiber)
- PEEK (polyEtherEtherKetone)
- PEKK (polyEtherKetoneKetone)
Machinists use Nylon plastic (PA) the most out of every material on this list. According to Retlaw Industries, Injection molding applications commonly use Nylon plastic, a synthetic thermoplastic polymer. These applications use the versatile, durable, flexible material as a more affordable alternative other materials like silk, rubber, and latex.
The chemical composition of Nylon gives it a high melting point, making it an excellent alternative to metal components in high-temperature environments, like car engines and other types of high-friction machinery. Like other thermoplastic materials, nylon plastic turns to liquid at its melting point rather than burning, meaning it can be melted down and remolded or recycled. Nylon material also doesn’t heat up easily when used in high friction applications.
Nylon usually combines with other materials to improve various qualities. For example, filling nylon with glass fibers increases its tensile strength while also making it less flexible and more brittle.
Nylon 12
Nylon 12 (PA 12) is a polymer made of repeating units linked by amide bonds and is used because of its unique properties as a flexible solid. As a clay alternative, Nylon-12 provides shine reduction, a silky feel to skin, and is able to expand and contract with facial movements without filling in small lines, creating a full and smooth appearance
PA 12 is a great choice for efficiently maintaining the stability of products. Nylon 12 absorbs a low degree of moisture that stabilizes the product. It is an excellent choice for all types of environments. Nylon 12 is also durable to different temperatures, which makes it perfect for products that go outdoors or indoors depending on the weather. This also means extremely low temperatures.
Without a doubt, Nylon 12 has been created to provide a wide range of solutions in different products. In combination with this, when it comes to chemicals, Nylon 12 is efficient here too. Nylon 12 can use different solvents, saltwater, fats of different types, fuels, oil, and other hydraulic fluids. Also, in more than one production process, one or more of these includes these elements.
Nylon 11
Nylon 11 (PA 11) is very similar to PA 12. The only difference is one carbon in the polymer backbone. However, that single carbon atom makes a tremendous difference in how the polymer arranges itself to form three-dimensional objects. Both PA 11 and PA 12 offer strong resistance to chemicals, excellent resolution and the ability to recycle more than 50% of unfused powder after a build.
PA11 is well suited to create objects with new geometries. For example, since PA 11 has excellent ductility, parts can be designed with thinner walls, resulting in lighter, lower-cost parts, reduced waste and faster production times. Since PA 11 offers superior impact and abrasion resistance, parts will have a longer serviceable lifetime, again saving costs and reducing downtime for the systems in which they are incorporated.
Nylon 6
Nylon 6 (PA 6) is also known as polycaprolactam. Globally, machinists use this nylon the most. A wide variety of markets and applications use PA 6 due to excellent performance. Much like PA 11 and PA 12, PA 6 is highly resistant to temperature. This includes severely low temperatures.
Nylon 6 is also resistant to chemicals, especially fuel and oil. This means that it is highly resistant to settings that involve chemicals, like a workplace in the oil industry. Unlike PA 11 and 12, PA 6 absorbs more moisture, which can decrease the strength of the product. The product will also feel slightly oily on the surface due to the moisture.
Nylon Carbon Fiber
Adding carbon fiber to nylon (PA+CF) makes the material’s structure tougher. By enhancing the polymer links, the strength of the flexural properties increases, the bending properties enhance, and the filament can withstand higher temperatures.
Once the filament prints, it can withstand higher temperatures compared to PLA, PETG, and ABS without deforming. They are well suited for the interior of vehicles that can (under the harsh Australian sun) reach very high temperatures. This filament has remarkably high impact strength, allowing it to retain its form without splitting or breaking. The relative softness of the nylon absorbs impacts far greater than rigid filaments like PLA, PETG or even ABS.
This filament due to the carbon fiber is quite abrasive and a stainless-steel nozzle is recommended. In turn, this creates some refinement of temperature and retraction settings for those more familiar with brass nozzles. Furthermore, printing temperatures of more than 250 may be required and therefore call the need for an All-metal hot-end.
PEEK
This material belongs to the PAEK family, a group of high-performance semi-crystalline and amorphous thermoplastics. The main characteristics of the family are the high mechanical strength, high temperature resistance, fatigue resistance and low flammability.
In this family, machinists use PEEK the most out of the polymer family. This polymer forms by a molecular structure of 1 ketone and 2 ethers. Ether is an compound that contains two alkyl groups bonded to the same oxygen atom, while ketone is an organic compound that contains an oxygen atom bonded to a carbon atom via a double bond.
PEEK has excellent mechanical properties and a good strength-to-weight ratio, making it a good substitute for some metals. Machinists can sterilize this polymer to facilitate for use in healthcare applications. This includes using PEEK properties to facilitate osseointegration, i.e. the direct, structural and functional connection between a bone and the surface of an implant under functional load.
In general, when we talk about the 3D printing process, PEEK can achieve a high level of crystallization. Crystallization is the physical transformation of a liquid, solution, or gas to a crystal, which is a solid with an ordered internal arrangement of molecules, ions, or atoms. This means that PEEK can transform easier than PEKK.
PEKK
This material also belongs to the PAEK family. As mentioned above, this material has high mechanical strength, high temperature resistance, fatigue resistance, and low flammability.
PEKK, an inverse molecular structure of PEEK, has 2 ketones and 1 ether. The ketone bonds are more flexible, which increases the flexibility of the polymer in question. This means that the glass transition temperature and the melting temperature are higher with PEKK.
In the case of PEKK, this thermoplastic is more resistant to chemical fluids, has good dielectric stability and does not emit toxic fumes. This makes the material preferable to the oil and gas industry, as well as, the railway industry. Since PEKK has a low level of crystallization, it does not transform as easily as PEEK.
6 SLS 3D Printer’s Benefits
To review, SLS 3D printers have these benefits:
- Smooth surface finish
- Quickest print time
- Efficient
- Variety of material choices that include metal
- User Friendly
- Simpler post-processing experience
Our SLS 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
We Are Your Online CNC Machine Shop
Parts Badger creates your exact designed product. We use Instant quoting and 24/7 manufacturing to get your products created and back to you very quickly. Our services include but are not limited to:
Our knowledgeable team of experts will work closely with you to create high-quality components fabricated to your unique specifications, regardless of complexity. Contact us or request your rapid quote today to work with us on your next project.