




What is 3D Printing?
You might be wondering what 3D printing is. This printing style is the process of building 3D solid objects from a digital file. The additive manufacturing process creates a physical object. It works by laying down thin layers of material in the form of liquid or powdered plastic, metal, or cement, and then fusing the layers together.
This ultimate printing guide will help you understand everything about the subject.
How Does 3D Printing Work?
Engineers use G-code as the most common file format to translate the data. This file contains coordinates to guide the printer’s movements to print the material. These coordinates guide the printer’s movements, both horizontally and vertically, through the x, y, and z axes. 3D printer resolution separates into two different segments: Z resolution (vertical) and XY resolution (horizontal).
XY resolution is a combination of the laser’s spot size and the increments by which the laser beam can be controlled. For example, the Form 3 LFS 3D printer features a laser with an 85 micron spot size, but because of the constant line scanning process, the laser can move in smaller increments and the printer can consistently deliver parts with 25 micron XY resolution.
That is just the beginning process of creating a 3 dimensional object. There is so much more to the rapid prototyping process.
What is FDM 3D Printing?

An FDM (Fused Deposition Model) 3D printer is a tool that creates rapid prototypes through filaments. 3D printing is an additive manufacturing process, which is the complete opposite of a subtractive process. While subtractive manufacturing processes like laser cutting and metal bending take away from metal to create parts, additive manufacturing builds parts from a 2D model.
According to Stratasys.com, S. Scott Crump, the founder of Stratasys, used a hot glue gun to melt plastic and poured it into thin layers to make a toy for his daughter. He called the invention of FDM. In 1991, Crump trademarked the term “FDM“. This trademark prevented anyone from using the term until it ended in 2009. This caused others to create FFF 3D Printers to avoid legal trouble.
With an industrial FDM 3D printing machine, the entire print chamber warms up during the printing. In such devices, the material experiences temperature fluctuations when it’s exposed to a cold environment during its extrusion onto a heated bed.
That is just the beginning process of creating a 3 dimensional object through FDM.
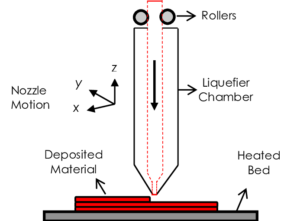
How does FDM 3D Printing Work
The FDM 3D printer acts much like a normal printer. The printer uses the coordinates to print exactly what it is supposed to. The difference is that unlike normal printers, the 3D printer starts at the bottom and slowly builds up to create the object. Since it uses FDM to build layers, it takes a period of hours to turn 2D prints of a 3D CAD drawing into a three dimensional object. The 3D printer must print over the same area in order to create all the necessary details for layering.
Instead of using ink like a normal printer, FDM 3D printers use a nozzle to extrude molten plastic onto the 3D printer’s platform. The computer with the coordinates coming from the software controls the nozzle. The quality of plastic is very important as well. 3D printers use thermoplastic to build the objects.
Thermoplastic becomes liquid when hot and solid when cold. According to ThoughtCo.com, the polymer has the ability to remold and reheat several times. Thermoplastics also have a boiling point between 6500 and 7250 degrees Fahrenheit. This allows 3D printers to easily build and mold objects so easily.
Once the object completely prints, it must go through a post-processing. The process can vary depending on the project. FDM printers require support structures to facilitate 3D printing’s more complex geometries and their removal represents the last step in post-processing. Depending on the extruder type, the object will either have soluble or insoluble support.
FDM 3D Printer Support Removal
Insoluble Support
The main material of the 3D object is also in the insoluble supports. FDM 3D printers with a single extruder are the only ones that can use this support. The 3D printer prints the supports from the same filament. Depending on the position of the supports, removing these can be difficult.
Soluble Support
HIPS and PVA most commonly make up soluble supports. ABS uses HIPS, while PLA works with PVA. HIPS dissolves in D-limonene, while PVA dissolves in water. Machinists can easily remove soluble supports by simply soaking the object in water or other liquids. This makes the post-processing very easy.
FDM 3D Printer Thermoplastics
FDM printers use multiple types of plastics. Yes, you read that correctly. According to British Plastic Federation, there are many different types of thermoplastics. 3D printers use these thermoplastics the most:
- Acrylonitrile Butadiene Styrene (ABS)
- PLA (polylactic acid)
- PETG (polyethylene gerephthalate glycol)
ABS
Acrylonitrile Butadiene Styrene (ABS) is an opaque thermoplastic and amorphous polymer. ABS melts and becomes liquid at 221 degrees Fahrenheit. Once they heat up, they can cool down and reheat again. Since they don’t burn, they are great for molding and 3D printing. ABS is known world-wide for being the thermoplastic that creates Legos.
ABS most commonly polymerizes through the process of emulsion. According to Britannica, Emulsion is the mixture of liquids that have no mutual solubility. A perfect example of this is mixing oil and water together. The mixture uses a third agent to mix the substances together. The agent for ABS is the heat that turns into liquid.
The only issue is that it isn’t entirely eco-friendly. Refined crude oil makes this plastic. This can be very hazardous to the environment if thrown away.
PLA
Polylactic acid (PLA) is the most popular 3D printing material. Natural materials like corn starch make up the bioplastic and thermoplastic PLA filament. PLA is easy to work with, usually requiring minimal effort to produce quality parts, especially on a 3D printer. Natural or recycled materials create PLA, which makes it eco-friendly and biodegradable. The material also requires lower temperatures, can be printed very quickly in 60 millimeters per second, and is inexpensive. PLA’s extrusion temperature is between 374-428 degrees Fahrenheit.
The only problems with Polylactic acid are that it is brittle, weak, has low temperature and chemical resistance. It is wise to not use this material for outdoor products. Otherwise, it might melt from the heat of the sun. This is a great option for those that want to be eco-friendly.
PETG
Polyethylene terephthalate glycol (PETG) is easily the top quality thermoplastic to use for 3D printing. This material is strong and cost-effective compared to other material like acrylic and polycarbonate. Durable, non-toxic, and fully recyclable, food containers use this material. PETG’s durability rivals even polycarbonate. Polycarbonate is known to be 250 times stronger than glass, making it close to being indestructible.
PETG is a glycol modified version of Polyethylene terephthalate (PET). This material is excellent in colder temperatures. The extrusion point for PETG is higher than PLA’s, between 428 and 500 degrees Fahrenheit. The only downfalls with Polyethylene terephthalate glycol is that it is hard to post process, the price is more expensive than PLA, and it has a softer surface.
6 FDM 3D Printing Benefits
To review, FDM 3D printers have these benefits:
- Simple
- Fast
- Efficient
- Reusable filaments
- Cost Effective
- User Friendly
FDM 3D printers were made to be simple and easy to use. Click here to request a quote for your next 3D printing job.
What is an SLA 3D Printer?
An SLA (Stereolithography) 3D printer is a tool that creates rapid prototypes through photopolymer resin. 3D Printing is an additive manufacturing process, which is the complete opposite of a subtractive process. Unlike Fused Depositional Modeling printing, which uses filaments to create 3D objects, SLA uses resin instead.
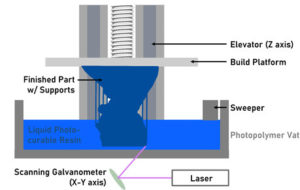
How the SLA 3D Printer Works
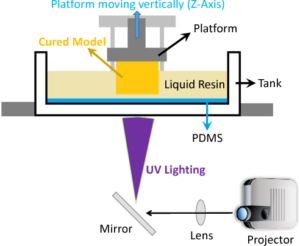
The SLA 3D printer acts much differently than an FDM 3D printer. Unlike FDM printers that use filaments like thermoplastics to print the product from the base to the top, SLA dips the product upside down into the thermoset resin. The printer uses a laser at the bottom of the dish of resin. This light source uses G-Code from the 3D file to coordinate the exact position to permanently cure the resin one layer at a time.
Since it uses SLA to build layers, it takes a period of hours to turn 2D prints of a 3D CAD drawing into a three dimensional object. The 3D printer must dip over the same area of the resin bath in order to create all the necessary details for layering. SLA 3D printers have the highest resolution and accuracy, the sharpest details, and the smoothest surface finishes of all 3D printing technologies. Unlike thermoplastics, thermosets permanently mold after heating.
According to WoodlandPlastics.com, a thermoset monomer must have three or more reactive ends, with its molecular chains crosslinking in three dimensions. Post-molding, thermosets have virtually all molecules interconnected with strong, permanent, physical bonds which are not heat reversible. The SLA 3D printer uses laser UV light to meticulously hit every exact detail of the build.
Post-Processing
Once the object completely prints, it must go through a post-processing. The process can vary depending on the project. SLA printers require much more than FDM printers. They need to wash with a specific type of liquid, isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether. This will help avoid the products from being sticky. The machinist can remove the structures after the product is clean.
The machinists use Ultraviolet curing (commonly known as UV curing) to dry the coatings. Ultraviolet curing is a photochemical process in which high-intensity ultraviolet light is used to instantly cure or “dry“ inks, coatings or adhesives.
This creates a very smooth finish that has high quality measurements. These SLA parts have very high dimensional accuracy and intricate details.
SLA 3D Printer Thermoset
SLA printers can use many different resins which are thermosets. These are the different types of resins.
- Standard Resin
- Clear Resin
- Tough Resin
- Flexible Resin
- Water-Washable Resin
- Ceramic-Filled Resin
Standard Resin
Standard Resin is the most popular liquid resin used for 3D printing. One of the major reasons for its widespread use is its high quality and affordable pricing.
We recommend using this yellow resin for beginners who are just starting out with resin 3D printing. This type of resin makes high-resolution printing of resin.
The following are the main properties of Standard Resin:
- Smooth surface quality
- Highly detailed features and remarkable quality
- Very affordable
- Can break with little effort
- Minimal impact resistance
- Not suitable for functional parts
- Comes in the largest range of colors
Standard resin is suitable for visual models with limited functionality, but with a high level of detail. Applications range from visual models to model trains and figurines.
Clear Resin
Clear Resin is another popular choice for those wishing to make transparent 3D prints. It’s in the same category as Standard Resin, but due to unique clear color, it deserves its own category. Many resins come in clear colors such as clear red, clear green, clear blue, or just clear.
The following are the main properties of Clear Resin:
- High-quality surface finish
- Makes transparent prints
- Water-resistant
- The clarity may degrade with time as the model is exposed to UV rays
The issue with clear resin is that It is really pretty tricky to work with. It must be mixed extremely thoroughly and it dries extremely quickly, so you have to work quickly. It can be difficult to apply smoothly and evenly.
Tough Resin
Tough Resin is the perfect choice when it comes down to producing strong, functional resin 3D prints that can easily handle stress and strain. It’s also called ABS-like since it resembles the mechanical properties of ABS.
Acrylonitrile Butadiene Styrene (ABS) is an opaque thermoplastic and amorphous polymer. ABS melts and becomes liquid at 221 degrees Fahrenheit. Once they heat up, they can cool down and reheat again. Since this is a thermoset, it will not be able to reheat again.
This material is ideal for making mechanical parts like machine assembly components, wearable items, and other objects that need to withstand wear and tear.
The following are the main properties of Tough Resin:
- High impact and shatter-resistance
- Durable and sturdy
- Best for creating sturdy functional parts
- Not recommended for models with thin walls
- Print removal can be a little difficult compared to Standard Resin
Tough resin’s drawbacks include a low heat deflection temperature. When comparing to other resins, SLA tough’s parts are relatively brittle compared to other plastics. Beyond that, SLA resins can limit product teams in terms of design. They’re ill-suited for parts with thin walls and finished parts may be difficult to remove from the build platform.
Flexible Resin
Flexible Resin is a unique material that boasts rubber-like properties. It allows users to create firm parts with a high degree of flexibility, although the latter does depend on the specific Shore Hardness value of the resin.
It can withstand bends and compressions easily and is perfect for making packaging materials, handles, grips, gaskets, and stamps.
The following are the main properties of Flexible Resin:
- Very flexible
- Great impact resistance
- Ideal for making flexible parts
- Can be hard to print with
- Mostly requires a good use of support structures
- Like Tough Resin, it’s also not recommended for models with thin walls
When comparing to other resin, Flexible Resin is very thick. This causes the resin tank to takes longer to fill with this than other resins. Due to its flexibility, the material flexes during the peel process, hence, the difficulty in printing tall and thin parts or features.
Water-Washable Resin
Water-Washable Resin is exactly what the name says it is. This material stands out for simple and easy post-processing with water instead of using IPA (Isopropyl Alcohol) or anything similar.
Apart from its ease of use, this resin boasts a low odor and higher strength than Standard Resin. However, it’s quite brittle as well, thanks to the gradual water absorption by the part as you clean and post-process it with water.
The following are the main properties of Water-Washable Resin:
- Effortless post-processing with water instead of alcohol or other solutions
- Appreciable strength
- Fast curing speeds
- Good detail
- Can be dyed or painted easily
- Absorption of water in parts can generally make them crack
- Affordable
An important disadvantage is that the liquid resin is water soluble. Making the printed part also sensitive to water and most likely not able to use in a wet or highly moist environment.
Ceramic-Filled Resin
Ceramic-Filled Resins are a sizable step up from Tough Resins. As the name depicts, this material is usually reinforced with ceramic materials resulting in extremely stiff, and smooth parts.
This type of resin also has great heat resistance and remarkable thermal stability, so you can make highly functional parts that can easily tolerate multiple rough conditions.
The following are the main properties of Ceramic-Filled Resin:
- Very tough and stiff
- Excellent for making fine-featured parts
- Highly resistant to heat
- Ideal for molds, jewelry, automotive applications, pipes, and manifolds
- Below-average impact strength
- Brittle
The fact that it is brittle means that it will wear down easier. This is a disadvantage for all SLA 3D objects. Now it is time to look into the benefits.
6 SLA 3D Printing Benefits
To review, SLA 3D printers have these benefits:
- Smooth surface finish
- short print time
- Efficient
- Variety of material choices
- Cost Effective
- User Friendly
Our SLA 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
SLA 3D Printer Applications
The SLA 3D printer applications are so popular that they can be spotted without knowing it. The printer is so great at details, that they look like regularly made objects. This is why so many industries use the oldest 3D printing technique.
SLA 3D printers have become vastly popular for the ability to produce high-accuracy, isotropic, and watertight prototypes and parts in a range of advanced materials with fine features and smooth surface finish. The printer uses a laser at the bottom of the dish of resin. This light source uses G-Code from the 3D file to coordinate the exact position to permanently cure the resin one layer at a time.
SLA parts have the highest resolution and accuracy, the sharpest details, and the smoothest surface finishes of all 3D printing technologies, but the main benefit of the stereolithography lies in its versatility.
SLA Industry Uses

Since SLA 3D printing is more popular than DLP 3D printing, it can be used in a variety of different industries. With many of the industries overlapping DLP 3D Printing, it very much depends on popularity.
Here are the industries that rely on DLP 3D printing.
Manufacturing
3D printing empowers engineers and product designers to rapidly produce and advance high-fidelity prototypes from ideas and realistic proofs of concept. These prototypes look and work like final products, and guide products through a series of validation stages toward mass production.
Engineering and Product Design
Much like the manufacturing industry, Manufacturers automate production processes and streamline workflows by prototyping tooling. This directs 3D printing custom tools, molds, and manufacturing aids at far lower costs for lead times than with traditional manufacturing. This reduces manufacturing costs and defects, increases quality, speeds up assembly, and maximizes labor effectiveness.
Dentistry
Machinists that use 3D printing for digital dentistry reduces the risks and uncertainties of human factors. This provides higher consistency, accuracy, and precision at every stage of the workflow to improve patient care. 3D printers can produce a range of high-quality custom products and appliances at low unit costs with superior fit and repeatable results.
Education
3D printers are multifunctional tools for immersive learning and advanced research. They can empower students to create and innovate, create a hands-on learning experience, improve problem solving kills, and leverage design thinking all while exposing students to professional-level technology.
Healthcare
Much like dentistry, healthcare is a field that has high value. SLA 3D printing helps doctors deliver treatments and devices customized to better serve each unique individual, opening the door to high-impact medical applications while saving organizations significant time and costs from the lab to the operating room.
Entertainment
High definition physical models are widely used in sculpting, character modeling, and prop making. 3D printed parts have starred in stop-motion films, video games, bespoke costumes, and even special effects for blockbuster movies.
Jewelry Applications
Jewelry professionals use CAD and 3D printing to rapidly prototype designs, fit clients, and produce large batches of ready-to-cast pieces. Digital tools allow for the creation of consistent, sharply detailed pieces without the tediousness and variability of wax carving.
Audiology
Hearing specialists and ear mold labs use digital workflows and 3D printing to manufacture higher quality custom ear products more consistently, and at higher volumes for applications like behind-the-ear hearing aids, hearing protection, and custom earplugs and earbuds.
If you are in need of a service from either 3D printers types, you should consider Parts Badger. Our 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
What is DLP 3D Printing?
A DLP (Digital Light Projection) 3D printer is a tool that creates rapid prototypes through photopolymer resin. Unlike Stereolithography (SLA) printing, which uses a laser to create 3D objects, DLP printers use a light projector instead.
In DLP 3D printing, XY resolution is defined by the pixel size, the smallest feature the projector can reproduce within a single layer. This depends on the resolution of the projector, the most common being full HD (1080p), and its distance from the optical window. As a result, most desktop DLP 3D printers have a fixed XY resolution, generally between 35 to 100 microns.
The accuracy of a DLP 3D printer is defined by the size of the pixel being projected. Much like a TV screen, a 4K 3D printed object will have much smaller pixels compared to a 1080 3D printed object. The smaller the pixels, the more accurate the object.
How the DLP 3D Printer Works
The DLP 3D printer acts much differently than an FDM 3D printer. Unlike FDM printers that use filaments like thermoplastics to print the product from the base to the top, the DLP 3D printer dips the products upside down into the thermoset resin. The printer uses a projector at the bottom of the dish of resin. This light source uses G-Code from the 3D file to coordinate the exact position to permanently cure the resin one layer at a time.
Since it uses DLP to build layers, it is much quicker than most 3D printers to turn 2D prints of a 3D CAD drawing into a three dimensional object. The 3D printer must dip over the same area of the resin bath in order to create all the necessary details for layering. DLP 3D printers have the highest resolution and accuracy, the sharpest details, and the smoothest surface finishes of all 3D printing technologies. Unlike thermoplastics, thermosets permanently mold after heating.
Post-molding, thermosets have virtually all molecules interconnected with strong, permanent, physical bonds which are not heat reversible. The DLP 3D printer uses projected UV light to meticulously hit every exact detail of the build.
DLP Post-Processing
Once the object completely prints, it must go through a post-processing. The process can vary depending on the project. DLP printers require much more than FDM printers. They need to wash with a specific type of liquid, isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether. This will help avoid the products from being sticky. The machinist can remove the structures after the product is clean.
The machinists use Ultraviolet curing (commonly known as UV curing) to dry the coatings. Ultraviolet curing is a photochemical process in which high-intensity ultraviolet light is used to instantly cure or “dry“ inks, coatings or adhesives.
This creates a very smooth finish that has high quality measurements. These DLP parts have very high dimensional accuracy and intricate details.
DLP Industry Uses
There are three main industries than resin models are of particular use:
Dentistry Applications
DLP is able to make dentistry models that include orthodontics, teeth molds, The first is in dentistry, which includes making models for use in orthodontics, teeth molds, and more.
Jewelry
The second is in jewelry in making molds to create solid metal jewelry pieces. DLP’s ability to create detailed and intricate pieces is invaluable in this process.
Hearing Aids
Lastly, DLP can create hearing aids. Hearings aids are one area where, despite its infancy, 3D printing has utterly taken over. DLP and SLA 3D printing make 98% of hearing aids . This is because people’s ears vary in shape and size and a custom sized hearing aid needs to be made for each patient, making 3D printing the most effective production method.
DLP 3D Printer Thermoset
Much like SLA 3D printers, DLP printers can use many of the same resins which are thermosets. These are the different types of resins.
- Standard Resin
- Clear Resin
- Tough Resin
- Flexible Resin
- Water-Washable Resin
- Ceramic-Filled Resin
9 DLP 3D Printing Benefits
To review, SLA 3D printers have these benefits:
- Smooth surface finish
- Higher detail resolution
- Higher accuracy
- Faster 3D printing technology
- Reliable
- Efficient
- Variety of material choices
- Cost Effective
- User Friendly
Our DLP 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
DLP 3D Printing Applications

With the high accuracy, you can imagine all of the applications this 3D printer is used for. Here are the main industries that resin models are of particular use for:
Dentistry Applications
The first DLP 3D printing application is dentistry. The dentists must create molds that are the exact shape of the patient’s teeth. This requires accuracy that only the DLP 3D printer can create. DLP is able to make dentistry models that include orthodontics, teeth molds, The first is in dentistry, which includes making models for use in orthodontics, teeth molds, and more.
3D printing, in general, is the perfect way to create these molds. By dentists using the additive manufacturing process, they build the objects from nothing. 3D printing is the process of building 3D solid objects from a digital file. G-code is the most common file format. This file contains coordinates to guide the printer’s movements to print the material. These coordinates guide the printer’s movements, both horizontally and vertically, through the x, y, and z axes. 3D printer resolution separates into two different segments: Z resolution (vertical) and XY resolution (horizontal).
Dentists use surgical guide resin to create the molds. Surgical Guide Resin is an autoclavable, biocompatible resin for applications including 3D printing dental surgical guides for implant placement.
By using resin, this benefits the user even more. Resin permanently hardens after being heated and cooled. This makes sure that the molds don’t change shape while in the patient’s mouth.
Jewelry Pieces
The second DLP 3D printer application is in jewelry in making molds to create solid metal jewelry pieces. DLP’s ability to create detailed and intricate pieces is invaluable in this process. As customers are looking for the next complex look, the natural way of making jewelry pieces is becoming too time consuming.
By using DLP 3D printers, the jewelers have a much easier time creating these designs. DLP makes jewelry much quicker than the old way. This means less labor is needed on these projects. With a more simpler way of creating jewelry, businesses can mass produce the jewelry at a lower cost.
Jewelers use castable resin to create this jewelry. This resin is an acrylate photopolymer, which requires a different process from a traditional wax schedule. According to Zortrax, high quality castable resins have physical properties nearly identical to wax, so they can be processed with the same set of tools and used with the same investments.
Hearing Aids
Lastly, DLP can create hearing aids. Hearings aids are one area where, despite its infancy, 3D printing has utterly taken over. DLP and SLA 3D printing make 98% of hearing aids . This is because people’s ears vary in shape and size and a custom sized hearing aid needs to be made for each patient, making 3D printing the most effective production method.
Polyurethane-based resins present an ideal solution to high demands of hearing aids. According to resin-expert.com, polyurethanes are synthetic resins or plastics that result from a polyaddition reaction between polyols and polyisocyanates. It has a very high heat resistance after curing. This means that it can withstand the highest temperatures.
If you are in need of a service for similar 3D printer applications, you should consider Parts Badger. Our DLP 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
What is an SLS 3D Printer?

An SLS (Selective Laser Sintering) 3D printer is a tool that creates rapid prototypes through polymers. Unlike SLA 3D printing, which use resin to create 3D objects, SLS uses polymer and metal in the form of powder.
How the SLS 3D Printer Works
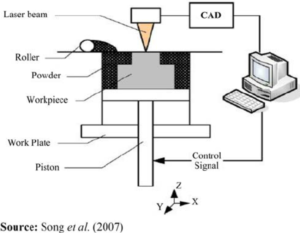
The SLS 3D printer acts much differently than other 3D printers. Unlike SLA printers that dip the product upside down into the thermoset resin, SLS 3D printers use a roller to continuously deposit powder onto new layers of the 3D object. The printer uses a laser to sinter the material together. This light source uses G-Code from the 3D file to coordinate the exact position to fuse the material one layer at a time.
Since it uses SLS to build layers, it is the quickest of the 3D printers. It takes a period of hours or days to turn 2D prints of a 3D CAD drawing into a three dimensional object. The 3D printer must disperse a thin layer of powder over the build chamber in order to create all the necessary details for layering. SLS 3D printers have the highest resolution and accuracy, the sharpest details, and the smoothest surface finishes of all 3D printing technologies. Unlike thermosets, thermoplastics do not permanently mold after heating.
A benefit of SLS 3D printing is that the machinist can control the temperature of the laser. The printer preheats the powder to a temperature somewhat below the melting point of the raw material, which makes it easier for the laser to raise the temperature of specific regions of the powder bed as it traces the model to solidify a part from above. This means that the laser scans a cross-section of the 3D model, heating the powder to just below or right at the melting point of the material.
SLS Material Difference
This fuses the particles together mechanically to create one solid part. The unfused powder supports the part during printing and eliminates the need for dedicated support structures. Then the platform lowers by one layer into the build chamber, typically between 50 to 200 microns, and the process repeats for each layer until parts are complete.
SLS use both the polymers and metals in the form of powder. According to ScienceDirect, Selective Laser Sintering is a type of Powder Bed Fusion (PBF) wherein a bed of powder polymer, resin or metal is targeted partially (sintering) or fully (melting) by a high-power directional heating source such as laser that result to a solidified layer of fused powder.
This means that unlike FDM and SLA 3D printing, SLS 3D printing can use metal in powder form. By adding metal into the mix, SLS 3D printing is more well-versed in creating material. The high power laser sinters small particles of metal and polymer into a solid structure based on a 3D model.
Post-Processing
Once the object completely prints, it must go through a post-processing. Processes can vary depending on the project. The SLS 3D printer requires much less than SLA printers. As the unfused powder supports the part during printing, there’s no need for dedicated support structures. This makes SLS ideal for complex geometries, including interior features, undercuts, thin walls, and negative features.
The machinist should remove, separate, and clean excess powder on the finished parts from the build chamber. Then they can use media blasting and media tumbling to further post-process the parts.
Parts that go through post-processing need to wait for the chamber to cool down. If it takes 24 hours to create a part, expect the chamber to wait 10 hours before removing from chamber. Once removal of object is complete, the machinist must collect excess powder for future projects via the media blaster, a vacuum-based recovery unit.
Vibratory polishing, also known as media tumbling, smooths the surface of SLS 3D printed parts by placing them in a vibratory tumbler. This extra step produces a satin-like surface finish, that allows parts to achieve smoothness that are typically impossible with media blasting alone. The result of media tumbling is a smoothness that gets rid of the rough exterior of the sintered nylon parts. Parts that use vibratory polishing are more scratch and dirt resistant than those that are not.
SLS 3D Printer Powders
Machinists use Nylon plastic (PA) the most out of any powder. According to Retlaw Industries, Injection molding applications commonly use Nylon plastic, a synthetic thermoplastic polymer. These applications use the versatile, durable, flexible material as a more affordable alternative other materials like silk, rubber, and latex.
The chemical composition of Nylon gives it a high melting point, making it an excellent alternative to metal components in high-temperature environments, like car engines and other types of high-friction machinery. Like other thermoplastic materials, nylon plastic turns to liquid at its melting point rather than burning, meaning it can be melted down and remolded or recycled. Nylon material also doesn’t heat up easily when used in high friction applications.
Nylon usually combines with other materials to improve various qualities. For example, filling nylon with glass fibers increases its tensile strength while also making it less flexible and more brittle.
Nylon 12
Nylon 12 (PA 12) is a polymer made of repeating units linked by amide bonds and is used because of its unique properties as a flexible solid. As a clay alternative, Nylon-12 provides shine reduction, a silky feel to skin, and is able to expand and contract with facial movements without filling in small lines, creating a full and smooth appearance
PA 12 is a great choice for efficiently maintaining the stability of products. Nylon 12 absorbs a low degree of moisture that stabilizes the product. It is an excellent choice for all types of environments. Nylon 12 is also durable to different temperatures, which makes it perfect for products that go outdoors or indoors depending on the weather. This also means extremely low temperatures.
Without a doubt, Nylon 12 has been created to provide a wide range of solutions in different products. In combination with this, when it comes to chemicals, Nylon 12 is efficient here too. Nylon 12 can use different solvents, saltwater, fats of different types, fuels, oil, and other hydraulic fluids. Also, in more than one production process, one or more of these includes these elements.
Nylon 11
Nylon 11 (PA 11) is very similar to PA 12. The only difference is one carbon in the polymer backbone. However, that single carbon atom makes a tremendous difference in how the polymer arranges itself to form three-dimensional objects. Both PA 11 and PA 12 offer strong resistance to chemicals, excellent resolution and the ability to recycle more than 50% of unfused powder after a build.
PA11 is well suited to create objects with new geometries. For example, since PA 11 has excellent ductility, parts can be designed with thinner walls, resulting in lighter, lower-cost parts, reduced waste and faster production times. Since PA 11 offers superior impact and abrasion resistance, parts will have a longer serviceable lifetime, again saving costs and reducing downtime for the systems in which they are incorporated.
Nylon 6
Nylon 6 (PA 6) is also known as polycaprolactam. Globally, machinists use this nylon the most. A wide variety of markets and applications use PA 6 due to excellent performance. Much like PA 11 and PA 12, PA 6 is highly resistant to temperature. This includes severely low temperatures.
Nylon 6 is also resistant to chemicals, especially fuel and oil. This means that it is highly resistant to settings that involve chemicals, like a workplace in the oil industry. Unlike PA 11 and 12, PA 6 absorbs more moisture, which can decrease the strength of the product. The product will also feel slightly oily on the surface due to the moisture.
Nylon Carbon Fiber
Adding carbon fiber to nylon (PA+CF) makes the material’s structure tougher. By enhancing the polymer links, the strength of the flexural properties increases, the bending properties enhance, and the filament can withstand higher temperatures.
Once the filament prints, it can withstand higher temperatures compared to PLA, PETG, and ABS without deforming. They are well suited for the interior of vehicles that can (under the harsh Australian sun) reach very high temperatures. This filament has remarkably high impact strength, allowing it to retain its form without splitting or breaking. The relative softness of the nylon absorbs impacts far greater than rigid filaments like PLA, PETG or even ABS.
Due to the carbon fiber being quite abrasive, we recommend a stainless-steel nozzle for this filament. In turn, this creates some refinement of temperature and retraction settings for those more familiar with brass nozzles. Furthermore, printing temperatures of more than 250 may be required and therefore call the need for an All-metal hot-end.
PEEK
This material belongs to the PAEK family, a group of high-performance semi-crystalline and amorphous thermoplastics. The main characteristics of the family are the high mechanical strength, high temperature resistance, fatigue resistance and low flammability.
In this family, machinists use PEEK the most out of the polymer family. This polymer forms by a molecular structure of 1 ketone and 2 ethers. Ether is an compound that contains two alkyl groups bonded to the same oxygen atom, while ketone is an organic compound that contains an oxygen atom bonded to a carbon atom via a double bond.
PEEK has excellent mechanical properties and a good strength-to-weight ratio, making it a good substitute for some metals. Machinists can sterilize this polymer to facilitate for use in healthcare applications. This includes using PEEK properties to facilitate osseointegration, i.e. the direct, structural and functional connection between a bone and the surface of an implant under functional load.
In general, when we talk about the 3D printing process, PEEK can achieve a high level of crystallization. Crystallization is the physical transformation of a liquid, solution, or gas to a crystal, which is a solid with an ordered internal arrangement of molecules, ions, or atoms. This means that PEEK can transform easier than PEKK.
PEKK
Much like PEEK, this material also belongs to the PAEK family. As mentioned above, this material has high mechanical strength, high temperature resistance, fatigue resistance, and low flammability.
PEKK, an inverse molecular structure of PEEK, has 2 ketones and 1 ether. The ketone bonds are more flexible, which increases the flexibility of the polymer in question. This means that the glass transition temperature and the melting temperature are higher with PEKK.
In the case of PEKK, this thermoplastic is more resistant to chemical fluids, has good dielectric stability and does not emit toxic fumes. This makes the material preferable to the oil and gas industry, as well as, the railway industry. Since PEKK has a low level of crystallization, it does not transform as easily as PEEK.
6 SLS 3D Printer’s Benefits
To review, SLS 3D printers have these benefits:
- Smooth surface finish
- Quickest print time
- Efficient
- Variety of material choices that include metal
- User Friendly
- Simpler post-processing experience
Our SLS 3D printing service will get your parts printed in break-neck speed. Click here to request a quote for your next 3D printing job.
About PartsBadger
PartsBadger produces CNC manufactured parts to customer specifications for just about every industry, including but not limited to: Healthcare, Medical, Bioscience, Aerospace, Consumer Products, and Research & Development. We offer a revolutionary change to the way people and businesses source their custom parts.
PartsBadger is an online machine shop offering custom CNC parts for entrepreneurs, engineers, product designers, manufacturers, and makers. Instant 24/7 quotes and our aggressively low pricing removes the barriers to innovation faced by the dreamers and doers who need machined parts.
Contact us today for your quote or to find out more about our services.