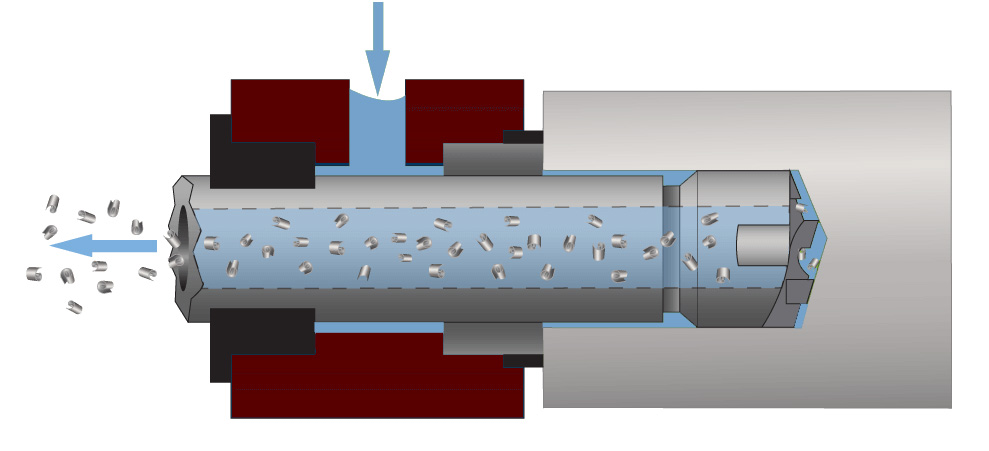
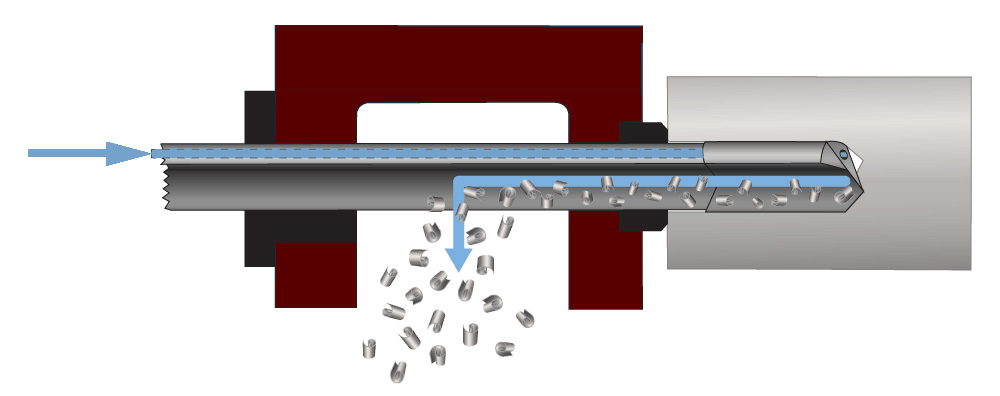
Gun Drilling is a deep hole drilling method which uses a long, thin cutting tool to produce highly accurate and straight holes in work pieces beyond what conventional style drills are capable of. Gun drills differ from conventional drills by having a single straight flute cutting edge and a single internal coolant hole. Pressurized coolant is fed through the internal hole and chips are evacuated through the single flute along the shank.
Depending on the depth-to-diameter ratio of the hole, some gun drilling processes can be completed on a standard CNC machine. However the majority of gun drilling applications are done on a specialized machine and in some cases can reach extreme depth-to-diameter ratios of up to 400:1.